안녕하세요. 메카럽입니다.
이번 포스팅에서는 밀봉장치 중 하나인 오일실에 대해 알아보도록 하겠습니다. 특히 자격증을 준비하고 계신분들은 많이 접해보셨을 부품이니 참고하셔서 대비 잘 하시고 설계하시는 분들은 참고하셔서 설계에 적용하시기 바랍니다.
오일실(리데나)이란?

립(lip)패킹을 사용하여 운동축에 공급하는 윤활유가 외부로 흘러나가는 것을 방지하기 위한 밀봉장치로 원래는 압력이 가해져 있지 않은 오일이 새어나가는 것을 방지하기 위해서 베어링의 하우징에 끼워 넣고, 그 안지름 립에 의해 운동축에 접촉해서 오일이 외부로 새어나가는 것을 방지하도록 되어 있습니다.
오일실의 용도는 이와 같은 윤활유가 새어 나가는 것을 방지하는 이외에, 때로는 외부로부터 고형물(固形物)이 들어오는 것을 방지하는 데도 사용되며 전에는 가죽으로 만든 오일실이 사용되었으나, 가죽은 기름이 침투하거나 새어나가므로, 요즈음에는 완전히 밀봉하고자 탄성이 뛰어난 합성고무 오일실을 많이 사용합니다. 또한 합성고무의 오일실은 물론 내유성(耐油性)의 것으로, 축의 편심(偏心)이나 어느 정도의 마찰운동에도 적당하며 속에는 스프링이 들어 있으므로 수명도 길어졌습니다.
오일실 장착부 설계
◇ 축의 오일실 치수 기입

축의 호칭지름은 오일시일에 적합한 지름과 같고 원칙적으로 KS B 0401의 h8을 적용합니다.
오일실 장착부 축 설계 시 기계구조용 탄소강 또는 저합금강 사용을 권장하며 HRC30~40을 유지합니다. 또한 흔들림은 0.25mm이하로 설계하며 축의 위치(하우징 중심에 대한 축심의 어긋남)은 0.1mm 이하, 축방향 움직임은 없는 것으로 합니다.
◇ 하우징의 오일실 치수 기입

바깥지름에 대응하는 하우징 구멍의 지름 허용차는 원칙적으로 KS B 0401의 H8을 적용합니다.
오일실 장착부 하우징 설계 시 재료가 강이나 주철인 경우에 실(Seal)은 바깥 둘레 금속형, 바깥 둘레 고무형 어느 것이나 사용가능합니다. 경합금(열팽창계수가 클 때)의 경우에는 바깥 둘레 고무형을 사용하며 하우징 홀(Housing Hole)의 진원도는 기계 가공상 얻을 수 있는 정밀도 범위로 충분합니다.
오일실 설치부의 축 설계 시 주의사항
◆ 축의 재질
기계 설계 시 자주 사용되는 기계구조용 탄소강 또는 저합금강 이외에 주철, 수지 등이 사용되고 있습니다. 단, 주철은 축 표면에 핀 홀(Pin Hole)이 발생하기 쉽고 그것으로 인해 오일 실의 립(Lip)을 열화시키는 원인이 되며, 수지의 경우에도 적당한 축의 경도나 표면 거칠기를 확보하기 어렵고 더욱이 열전도 계수가 작아 방열이 안 되는 문제점이 있으므로, 주철과 수지는 사용에 주의가 필요합니다. 또한 세라믹 축이 화학 장치에 사용되는 경우도 있지만 표면 특유의 거칠기, 립의 마모를 촉진하게 하는 경우가 있으므로 사용하지 않는 편이 좋습니다.
◆ 경도
오일 실의 립이 접촉하는 축의 표면은 일반적으로 HRC30 이상의 경도(특수한 경우는 제외)를 권장합니다. 그것은 축의 표면에 찍혀 흠집이 붙기 어렵고 오일 실에 적합한 표면 거칠기나 가공성이 좋으며, 축으로 인한 변형이 발생하기 어렵다는 이유 때문입니다. 립이 수지(불소수지 등)인 경우, HRC40~50의 경도를 가지는 축에서는 마모되어 버리므로 HRC50~60 정도의 경도가 필요합니다.
◆ 표면 거칠기
오일 실의 립이 접촉되는 축의 표면 거칠기가 지나치게 크거나 작아도 누설이나 마모의 원인이 됩니다. 표면은 흠집이나 기계 가공 시 발생하는 리드 등이 없도록 일반적으로 그라인더 처리를 하는 것이 가공법으로서 적절합니다. 축의 표면 거칠기는 Rmax0.8~2.5㎛ 또는 Ra0.2~0.63a 정도가 필요합니다. 단, 표면 거칠기 범위 내에 있다 해도 축의 가공 흔적에 방향성이 있다면 누설의 원인이 됩니다.
◆ 축의 모떼기
축에 오일 실을 삽입하는 경우, 축 끝단에 날카로은 모서리가 있으면 립에 손상이 생겨 누설의 원인이 되거나 그 모서리에 립이 걸려들게 되어 스프링이 빠져버리는 경우도 있으므로 축 끝단에는 적당한 모떼기를 실시할 필요가 있습니다.
단위 : mm
| 축 끝의 모떼기(일반 오일 실 조립부) | |||||
| 축 지름 d | 모떼기 d-d1 |
축지름 d | 모떼기 d-d1 |
||
| ~초과 | 이하 | ~초과 | 이하 | ||
| - | 10 | 1.5 | 240 | 300 | 11.0 |
| 10 | 20 | 2.0 | 300 | 400 | 12.0 |
| 20 | 30 | 2.5 | 400 | 500 | 12.0 |
| 30 | 40 | 3.0 | 500 | 630 | 14.0 |
| 40 | 50 | 3.5 | 630 | 800 | 14.0 |
| 50 | 70 | 4.0 | 800 | 1000 | 18.0 |
| 70 | 95 | 4.5 | 1000 | 1250 | 18.0 |
| 95 | 130 | 5.5 | 1250 | 1600 | 20.0 |
| 130 | 240 | 7.0 | 1600 | 2000 | 20.0 |
위 표를 참고하셔서 축 모떼기 설계에 적용하시기 바랍니다.
이번 포스팅은 오일 실 장착부 개요 및 설계에 대해 알아보았습니다. 오일실의 역할이 얼마나 중요한지 알게 되는 계기가 되셨으면 합니다. 민감한 부품이므로 찢김이나 흠집이 나지 않도록 설계에 주의하시기 바랍니다. 다음 포스팅에서는 오일 실의 선정 요소에 대해 알아보도록 하겠습니다. 오늘도 행복이 가득한 하루 되시기 바랍니다.
'KS규격 > 밀봉장치의 설계' 카테고리의 다른 글
| 패킹의 종류 및 설정 (10) | 2021.02.04 |
|---|---|
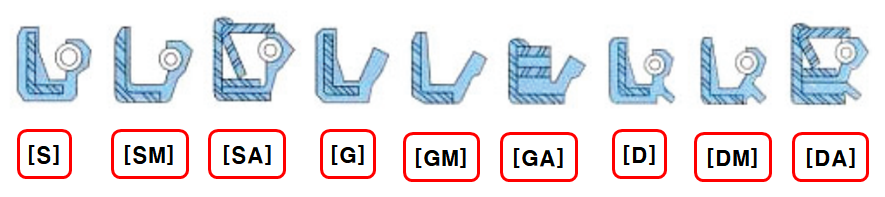
| 오일실의 선정 요소 및 종류와 기호 정리[S,SM,SA / D,DM,DA / G,GM,GA계열] (8) | 2021.02.02 |
| 오링 부착에 관한 주의 사항 및 오링 재료와 용도 (28) | 2021.01.28 |
| 오링 부착 홈 부의 모양 및 치수 규격 & 밀봉창지의 이해 (24) | 2021.01.27 |