용접은 제조 및 상업용 건설 산업에서 여러 물체를 결합하는 데 사용되는 필수 제조 공정입니다. 아시다시피 각 물체를 가열하여 녹게 만드는 작업이 포함됩니다.
물체가 식기 시작하면 서로 융합하여 안전한 연결을 만듭니다. 모든 용접 공정은 물체를 녹여서 수행되지만 수행되는 두 가지 주요 방법이 있습니다: 포핸드 또는 백핸드. 그렇다면 포핸드 용접과 백핸드 용접의 차이점은 무엇일까?
포핸드 용접이란?
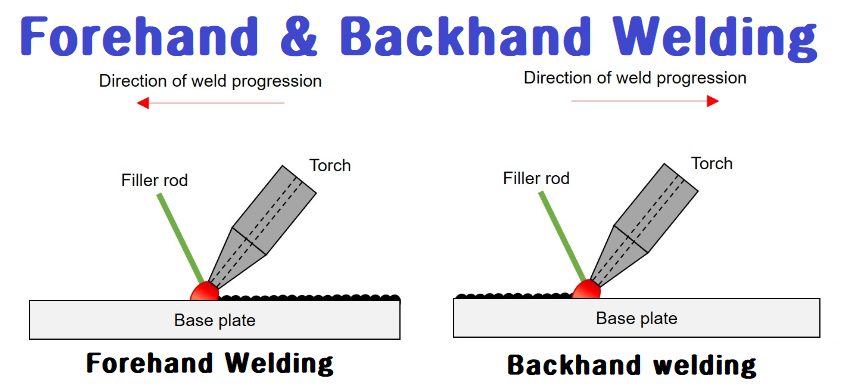
포핸드 용접은 토치 앞에 막대를 적용하는 것이 특징인 용접 기술입니다. 포핸드 용접의 경우 작업자는 오른쪽에서 대략 30도 각도로 토치를 잡습니다. 이렇게 하면 토치가 로드와 용접 웅덩이 사이를 직접 가리킬 수 있습니다.
백핸드 용접과 비교할 때 포핸드 용접은 우수한 수준의 침투를 제공합니다. 토치는 단단하고 밀도가 높은 물체를 관통하여 가열할 수 있습니다. 포핸드 용접의 단점은 불균일한 아크를 촉진하면서 더 많은 튀김을 생성하는 경향이 있다는 것입니다.
백핸드 용접이란?
백핸드 용접은 작업자가 물체를 왼쪽에서 오른쪽으로 용접하는 용접 기술입니다. 풀 용접이라고도 하며 로드 자체 앞에 토치를 적용하는 작업이 포함됩니다. 예외가 있지만 백핸드 용접은 일반적으로 작업자의 오른쪽에 약 15도 각도로 포함됩니다. 그러면 작업자는 왼쪽에서 용가재를 추가할 수 있습니다.
백핸드 용접은 몇 가지 이점을 제공하며 그 중 하나는 일관된 호입니다. 토치와 필러 로드의 위치 때문에 작업자는 균일하고 일관된 호를 생성할 수 있습니다. 결과적으로 작업자는 용가재를 고르게 분포시킬 수 있습니다. 백핸드 용접은 또한 포핸드 용접보다 스플래터(splatter)가 덜 발생하여 작업자에게 바람직합니다.
다른 제작 공정을 위한 포핸드 및 백핸드 용접
포핸드 용접과 백핸드 용접의 주요 차이점은 토치와 로드를 잡는 방식입니다. 포핸드 용접은 막대 앞에 토치를 잡고 적용하는 반면 백핸드 용접은 토치 앞에 막대를 잡고 적용하는 것입니다.
"포핸드 용접" 및 "백핸드 용접"과 같은 이름을 사용하면 용접에만 사용되는 것으로 생각할 수 있습니다. 그러나 이 두 기술은 모두 납땜 및 납땜을 포함한 다른 제조 공정에 사용할 수 있습니다.
물론 납땜과 납땜은 용접과 달리 접합하려는 물체를 녹이지 않기 때문에 독특한 제조 공정입니다. 그럼에도 불구하고 포핸드 및 백핸드 기술은 세 가지 제조 공정 모두에 사용할 수 있습니다.
포핸드 용접과 백핸드 용접의 유사점
▷ 포핸드 및 백핸드 용접 기술은 융합 용접 프로세스와 관련이 있습니다(주로 가스 용접이지만 개념은 대부분의 아크 용접 프로세스에 동일하게 적용 가능).
▷ 대부분의 아크 용접 및 가스 용접 공정은 포핸드 또는 백핸드 기술로 수행할 수 있습니다.
▷ 필러 금속은 두 가지 구성 모두에 적용할 수 있습니다.
▷ 화염 또는 아크 길이는 사용된 포핸드 또는 백핸드 전략에 관계없이 동일한 범위 내에 유지됩니다.
▷ 용접 기술에 관계없이 접합 품질은 주로 용접공의 능력에 달려 있습니다.
포핸드 용접과 백핸드 용접의 차이점
포핸드 용접
▷ 순방향 용접에서 화염 또는 전극은 용접 진행 방향을 가리킵니다.
▷ 여기서 토치는 이송 벡터와 둔각(보통 135° – 150°)으로 기울어집니다.
▷ 토치는 증착된 용접 비드(웅덩이) 위에 위치합니다.
▷ 토치보다 먼저 금속 충전재를 도포합니다.
▷ 모재의 예열은 포핸드 기법에서 자동으로 발생합니다.
▷ 여기에는 후가열이 발생하지 않습니다.
▷ 용접 조인트는 원치 않는 잔류 응력을 받습니다.
▷ 예열은 더 빠른 토치 공급 속도를 제공하여 생산성 향상에 도움이 됩니다.
▷ 필러 증착 속도는 증가하지만 더 깊은 침투를 가져올 수는 없습니다.
▷ 스패터 형성 경향은 포핸드 기술이 더 많습니다.
▷ 이 기술은 용접공에게 좋은 가시성을 제공합니다.
▷ 얇은 판(가장자리 준비 없이 일반적으로 최대 3.0mm)을 접합하는 데 선호됩니다.
백핸드 용접
▷ 역방향 용접에서 화염 또는 전극은 용접 진행 방향에서 멀어집니다.
▷ 여기서 토치는 이송 벡터와 예각(보통 30° – 45°)으로 기울어집니다.
▷ 토치는 용접 비드 위에 남아 있지 않고 채워지지 않은 루트 간격 위에 남아 있습니다.
▷ 토치 뒤에 금속 충전재가 도포됩니다.
▷ 여기서는 예열이 발생하지 않습니다.
▷ 백핸드 용접 기술은 증착된 용접 비드의 사후 가열을 용이하게 합니다.
▷ 후가열은 조인트가 지속적으로 어닐링되도록 하여 잔류 응력을 완화하는 데 도움이 됩니다.
▷ 토치 공급 속도는 일반적으로 예열 부족으로 인해 느립니다.
▷ 필러 증착 속도는 느리지만 더 깊은 침투를 달성하는 데 도움이 됩니다.
▷ 백핸드 용접 기술은 비교적 적은 스패터를 생성합니다.
▷ 용접 영역은 가시성이 좋지 않습니다.
▷ 두꺼운 판을 접합하는 데 선호됩니다.
'슬기로운 기계생활' 카테고리의 다른 글
| 기본 용접 기호 차트 및 도면 (0) | 2022.07.23 |
|---|---|
| 금속, 비금속 및 준금속의 성질 (0) | 2022.07.23 |
| 검은 철관을 용접 할 수 있으세요? (0) | 2022.07.22 |
| 용사(열분무) 란 무엇입니까?- 유형 및 적용 (0) | 2022.07.22 |
| 스프레이 용접이란?- 공정 및 기술 (0) | 2022.07.21 |