3차원 적층 제조란?
3D 프린팅이라고도 하는 적층 제조(AM)는 더 가볍고 더 강력한 부품과 시스템을 만들 수 있는 산업 생산에 대한 혁신적인 접근 방식입니다. 그 이름에서 알 수 있듯이 적층 제조는 물체를 만들기 위해 재료를 추가합니다.
적층 제조(AM) 또는 적층 제조(ALM)는 일반적으로 층에 재료를 증착하여 3차원 물체를 생성하는 컴퓨터 제어 프로세스인 3D프린팅의 산업 생산 이름입니다.
GE Additive에 따르면 이것은 아날로그에서 디지털 프로세스로의 전환으로 가능해진 또 다른 기술 발전입니다. 지난 몇 년 동안 통신, 이미징, 수십 년, 아키텍처 및 엔지니어링은 고유한 디지털 혁명을 겪었습니다. 이제 AM은 제조에 디지털 유연성과 효율성을 가져올 수 있습니다.
적층 제조는 CAD(Computer-Aided Design) 소프트웨어 또는 3D 개체 스캐너를 사용하여 하드웨어를 제어하여 재료가 정확한 기하학적 모양으로 레이어별로 증착되도록 합니다. 이름에서 알 수 있듯이 적층 제조는 물체를 만들기 위해 재료를 추가합니다. 대조적으로, 기존의 방법으로 물체를 만들 때 기계가공, 조각, 밀링, 몰딩 또는 기타 방법으로 재료를 제거해야 하는 경우가 많습니다.
"3D 프린팅" 및 "신속한 프로토타이핑"이라는 용어는 적층 제조를 논의할 때 아무렇게나 사용되지만 실제로 각 프로세스는 적층 제조의 하위 집합입니다.
적층 제조는 많은 사람들에게 생소하게 보일 수 있지만 실제로는 수십 년 동안 사용되어 왔습니다. 올바른 응용 분야에서 적층 제조는 향상된 성능, 복잡한 형상 및 단순화된 제조라는 완벽한 3가지 요소를 제공합니다. 결과적으로 적층 제조에 적극적으로 전념하는 사람들에게 많은 기회가 있습니다.
적층 제조는 어떻게 작동할까?
CAD(Computer-Aided Design) 또는 3D 개체 스캐너의 도움으로 적층 제조를 통해 정확한 기하학적 모양을 가진 개체를 생성할 수 있습니다. 이들은 과도한 재료를 제거하기 위해 종종 기계가공 또는 기타 기술이 필요한 기존 제조와 달리 레이어별로 구축됩니다.
3D 프린팅, 쾌속 프로토타이핑 및 적층 제조는 일반적으로 동일한 프로세스를 설명하는 데 사용되는 용어입니다. 복잡한 구조와 구성 요소는 단계적으로 구축되는 재료를 레이어링하여 생성됩니다.
30년 넘게 존재해 온 이 기술은 최근에야 인기를 얻었고 더 이상 3D 인쇄 프로토타입을 만드는 수단이 아니라 완전한 기능을 갖춘 구성 요소를 제공합니다. 3D 프린팅 산업은 제공되는 정밀 기술을 활용하고자 하는 중공업에서 의료에 이르기까지 다양한 분야에 서비스를 제공하기 때문에 가능성은 거의 무한합니다.
적층 제조는 과학의 새로운 기회를 제공하지만 개념과 작동 방식은 놀라울 정도로 간단합니다.
적층 제조 기술
1. 소결
소결하는 동안 열을 사용하여 액화하지 않고 고체 덩어리를 만듭니다. 소결은 토너를 선택적으로 녹여 종이에 이미지를 만드는 기존의 2D 복사와 유사합니다.
2. 직접 금속 레이저 소결(DMLS)
DMLS 내에서 레이저는 금속 분말의 각 층을 소결하여 금속 입자가 서로 접착되도록 합니다. DMLS 기계는 원하는 표면 기능과 필요한 기계적 특성을 가진 고해상도 물체를 생산합니다. SLS를 사용하면 레이저가 열가소성 분말을 소결하여 입자가 서로 달라붙게 합니다.
3. 직접 금속 레이저 용융(DMLM) 및 전자빔 용융(EBM)
대조적으로, DMLM 및 EBM 공정의 재료는 완전히 녹습니다. DMLM을 사용하면 레이저가 금속 분말의 각 층을 완전히 녹이고 EBM은 고출력 전자빔을 사용하여 금속 분말을 녹입니다. 두 기술 모두 밀도가 높고 다공성이 아닌 물체를 만드는 데 이상적입니다.
4. 광조형(SLA)
SLA(Stereolithography)는 광중합을 사용하여 세라믹 물체를 인쇄합니다. 이 공정은 UV 레이저를 사용하여 포토폴리머 수지로 만들어진 용기에 선택적으로 태워집니다. UV 경화 수지는 극한의 온도를 견딜 수 있는 내토크성 부품을 생산합니다.
프로세스는 얼마나 걸릴까?
인쇄 시간은 부품 크기 및 인쇄에 사용된 설정을 포함하여 몇 가지 요인이 필요합니다. 완성된 부품의 품질도 인쇄 시간을 결정할 때 중요합니다. 고품질 항목을 생산하는 데 시간이 더 오래 걸리기 때문입니다.
AM은 몇 분에서 몇 시간 또는 며칠 동안 지속될 수 있습니다. 여기서 속도, 해상도 및 재료의 양이 중요한 요소입니다.
적층 제조 재료
다양한 재료를 사용하여 3D 인쇄 개체를 만드는 것이 가능합니다. AM 기술은 고급 금속 합금으로 제트 엔진 부품을 만들고 초콜릿 간식 및 기타 식품도 만듭니다.
열가소성 수지
열가소성 폴리머는 적층 제조에 가장 널리 사용되는 재료 등급으로 남아 있습니다. 아크릴로니트릴-부타디엔-스티렌(ABS), 폴리락트산(PLA) 및 폴리카보네이트(PC)는 각각 다른 응용 분야에서 서로 다른 이점을 제공합니다. 수용성 폴리비닐 알코올(PVA)은 일반적으로 나중에 용해되는 임시 지지 구조를 만드는 데 사용됩니다.
궤조
금, 은과 같은 귀금속에서 스테인리스 스틸 및 티타늄과 같은 전략 금속에 이르기까지 다양한 금속 및 금속 합금이 적층 제조에 사용됩니다.
세라믹
또한 지르코니아, 알루미나 및 인산삼칼슘을 비롯한 다양한 세라믹이 적층 제조에 사용되었습니다. 또한 유리 분말과 접착제를 교대로 함께 구워 완전히 새로운 종류의 유리 제품을 만듭니다.
생화학
건강 관리 생화학 응용 프로그램에는 새로운 뼈 성장이 발생할 때 뼈 구조를 지원하기 위해 실리콘, 인산 칼슘 및 아연으로 만든 경화 재료의 사용이 포함됩니다. 연구원들은 또한 줄기 세포로 만든 바이오 잉크를 사용하여 혈관에서 물집 및 그 이상에 이르기까지 모든 것을 형성하는 방법을 조사하고 있습니다.
적층 제조 공정의 유형
1. 바인더 분사
바인더 분사 공정은 두 가지 재료를 사용합니다. 분말 기반 재료 및 바인더. 바인더는 분말 층 사이의 접착제 역할을 합니다. 바인더는 일반적으로 액체 형태이고 건축 자재는 분말 형태입니다.
프린트 헤드는 기계의 x 및 y 축을 따라 수평으로 이동하고 건축 자재와 바인딩 자재의 층을 교대로 증착합니다. 각 레벨이 끝나면 인쇄할 개체가 빌드 플랫폼으로 내려갑니다.
바인딩 방법으로 인해 재료 속성이 항상 구성 요소에 적합한 것은 아니며 상대적인 인쇄 속도에도 불구하고 추가 후처리가 전체 프로세스를 크게 확장할 수 있습니다.
다른 분말 기반 제조 공정과 마찬가지로 인쇄 대상은 분말 베드에서 자체 지지되며 완료 후 결합되지 않은 분말에서 제거됩니다. 이 기술은 종종 3DP 기술이라고 하며 해당 이름으로 저작권이 있습니다.

2. 유도 에너지 증착/전자빔 용융(EBM)
DED(Directed Energy Deposition)는 "레이저 엔지니어링 네트 쉐이핑, 직접 금속 증착, 3D 레이저 코팅"과 같은 여러 용어를 다룹니다. 기존 구성 요소에 추가 재료를 추가하거나 수리하는 데 일반적으로 사용되는 보다 복잡한 인쇄 프로세스입니다.
일반적인 DED 기계는 용융된 재료가 응고되는 지정된 표면에 증착되는 다축 암에 장착된 노즐로 구성됩니다. 공정은 원칙적으로 재료 압출과 유사하지만 노즐이 여러 방향으로 이동할 수 있으며 특정 축에 부착되지 않습니다.
4축, 5축 기계로 어느 각도에서나 증착이 가능한 재료를 증착 시 레이저나 전자빔으로 녹입니다. 이 방법은 폴리머 및 세라믹에 사용할 수 있지만 일반적으로 분말 또는 와이어 형태의 금속에 사용됩니다. 일반적인 응용 분야에는 구조 부품 수리 및 유지 관리가 포함됩니다.

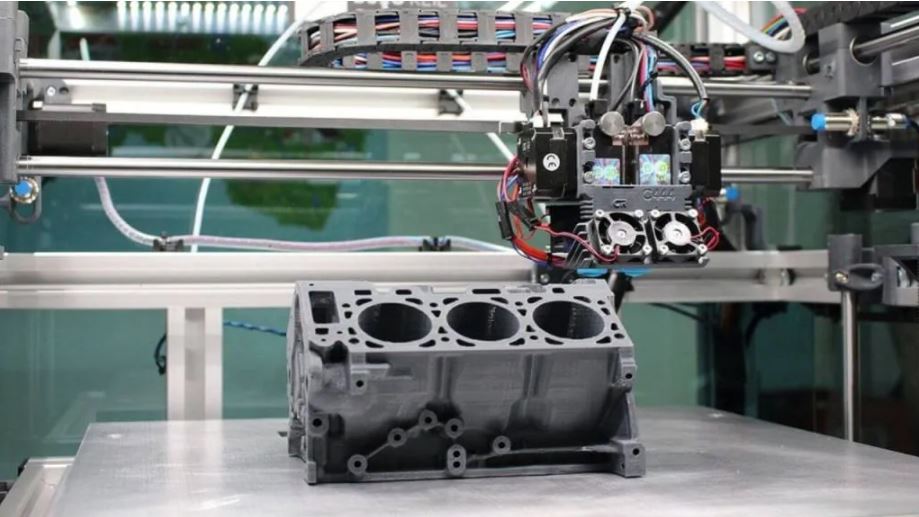
3. 재료 압출
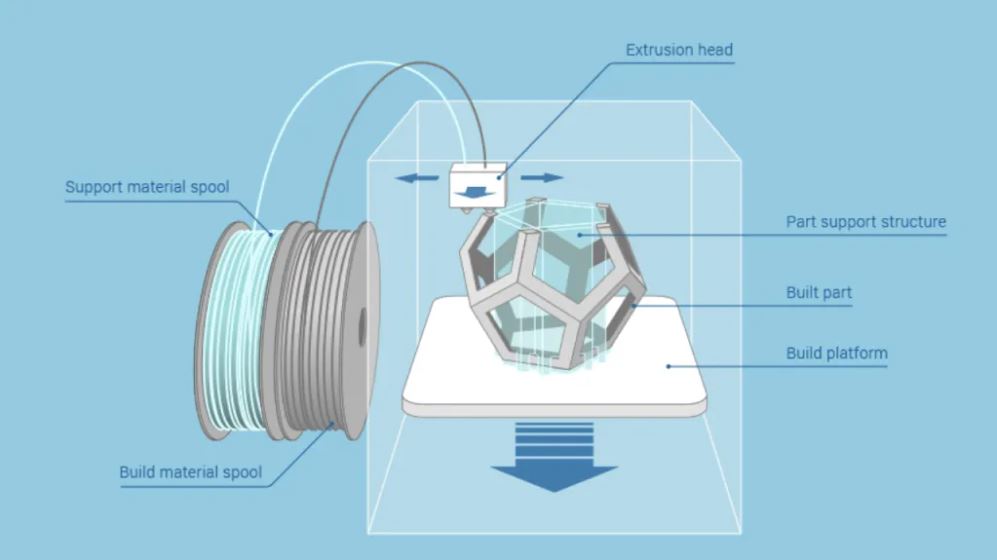
FDM(Fuse Deposition Modeling)은 일반적인 재료 압출 공정이며 Stratasys의 상표입니다. 재료는 가열된 다음 층별로 증착되는 노즐을 통해 당겨집니다. 노즐은 수평으로 움직일 수 있고 플랫폼은 각각의 새로운 층이 증착된 후 수직으로 위아래로 움직입니다. 많은 저비용 가정 및 취미용 3D 프린터에서 볼 수 있는 일반적으로 사용되는 기술입니다.
이 프로세스는 최종 모델 품질에 영향을 미치는 많은 요소가 있지만 이러한 요소가 성공적으로 제어될 때 잠재력과 실행 가능성이 큽니다. FDM은 층별로 구축된다는 점에서 다른 모든 3D 프린팅 공정과 유사하지만, 재료가 일정한 압력과 연속적인 흐름에서 노즐을 통해 추가된다는 점에서 다릅니다.
정확한 결과를 얻으려면 이 압력을 일정하고 일정한 속도로 유지해야 합니다. 재료 층은 온도 제어 또는 화학적 수단을 사용하여 결합할 수 있습니다. 재료는 종종 다이어그램과 같이 코일 형태로 기계에 추가됩니다.
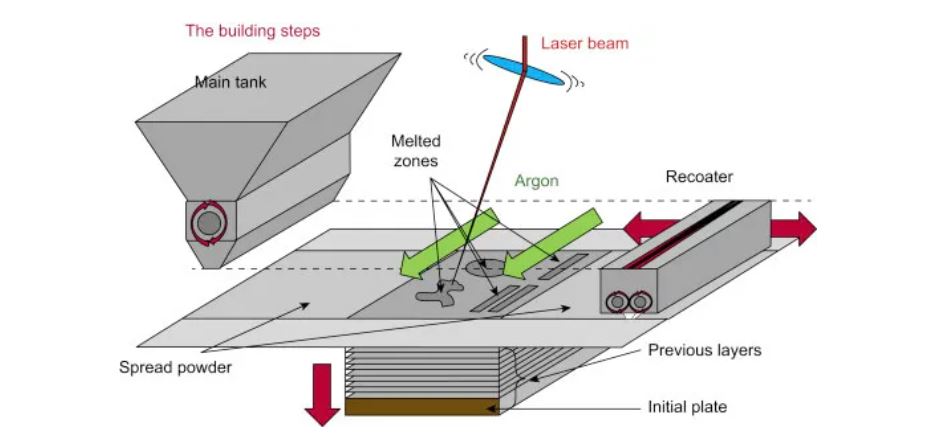
4. 파우더 베드 퓨전
분말 베드 융합 공정에는 DMLS(Direct Metal Laser Sintering), EBM(Electron Beam Melting),
SHS(Selective Heat Sintering), SLM(Selective Laser Melting) 및 SLS(Selective Laser Sintering)와 같이 일반적으로 사용되는 인쇄 기술이 포함됩니다.
PBF(Powder Bed Fusion) 공정은 레이저 또는 전자빔을 사용하여 분말 재료를 녹이고 함께 융합합니다. 전자빔 용해(EBM) 공정에는 진공이 필요하지만 금속 및 합금과 함께 사용하여 기능 부품을 만들 수 있습니다. 모든 PBF 공정에서 분말 재료는 이전 레이어에 분산됩니다.
롤러 또는 블레이드를 포함하여 이를 가능하게 하는 몇 가지 메커니즘이 있습니다. 깔때기 또는 침대 아래의 저수지는 신선한 재료의 공급을 보장합니다. 직접 금속 레이저 소결(DMLS)은 SLS와 동일하지만 플라스틱이 아닌 금속을 사용합니다.
이 공정은 분말을 층별로 소결합니다. 선택적 열 소결은 가열된 열전사 프린트 헤드를 사용하여 분말 재료를 함께 녹인다는 점에서 다른 방법과 다릅니다. 이전과 마찬가지로 융합 레이어 사이에 롤러로 레이어를 추가합니다. 플랫폼은 그에 따라 모델을 낮춥니다.
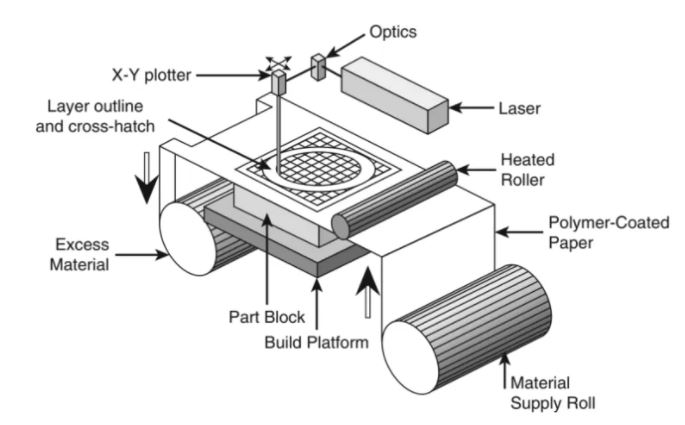
5. 시트 라미네이션
시트 적층 공정에는 UAM(Ultrasonic Additives) 제조 및 LOM(Laminated Objects) 제조가 포함됩니다. 초음파 첨가제의 제조에는 금속 시트 또는 스트립이 사용되며 초음파 용접으로 서로 연결됩니다.
이 프로세스는 종종 용접 프로세스 중에 추가 CNC 가공 및 결합되지 않은 금속 제거가 필요합니다. LOM(Laminated Object Manufacturing)은 유사한 레이어별 접근 방식을 사용하지만 용접 대신 종이와 접착제를 재료로 사용합니다. LOM 프로세스는 생성 후 쉽게 제거할 수 있도록 인쇄 중 해치 방식을 사용합니다.
적층 물체는 종종 미적 및 시각적 모델에 사용되며 구조적 목적에는 적합하지 않습니다. UAM은 금속을 사용하며 알루미늄, 구리, 스테인리스강 및 티타늄을 포함합니다. 이 프로세스는 온도가 낮고 내부 형상을 생성할 수 있습니다. 이 공정은 다른 재료를 결합할 수 있으며 금속이 녹지 않기 때문에 상대적으로 적은 에너지를 필요로 합니다.
6. 부가가치세 중합
Vat 중합에서는 액체 포토폴리머 수지로 만들어진 Vat가 사용되며, 이로부터 모델이 층별로 구축됩니다. 자외선(UV) 광선은 필요에 따라 수지를 경화 또는 경화시키는 데 사용되며, 플랫폼은 각각의 새로운 층이 경화될 때 제조된 물체를 아래쪽으로 이동시킵니다.
이 공정은 물체를 형성하기 위해 액체를 사용하기 때문에 건설 단계에서 재료로부터 구조적 지지가 없습니다. 지지체가 결합되지 않은 재료에 의해 제공되는 분말 기반 프로세스와 대조적입니다. 이 경우 지지 구조를 추가해야 하는 경우가 많습니다.
수지는 광중합 공정 또는 UV 광을 사용하여 경화되며, 이 광은 전동 미러를 사용하여 수지 표면을 가로질러 지향됩니다. 수지가 빛에 닿으면 굳거나 굳어집니다.
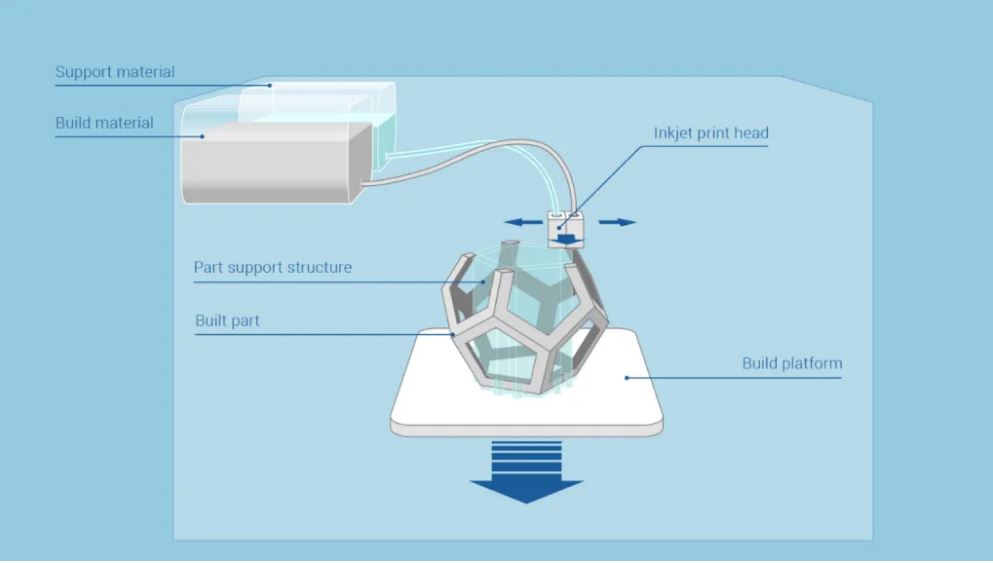
7. 재료 분사
재료 분사는 2차원 잉크젯 프린터와 유사한 방식으로 물체를 만듭니다. 재료는 연속 또는 주문형(DOD) 접근 방식을 사용하여 빌드 플랫폼에 주입됩니다.
재료는 표면이나 플랫폼에 분사되어 응고되고 모델이 레이어별로 구축됩니다. 재료는 빌드 플랫폼을 가로질러 수평으로 움직이는 노즐에서 증착됩니다. 기계는 복잡성과 재료 증착 제어 방법이 다릅니다. 그런 다음 재료 층을 자외선(UV) 빛을 사용하여 경화 또는 경화시킵니다.
재료는 방울로 증착되어야 하기 때문에 사용 가능한 재료의 수는 제한되어 있습니다. 폴리머와 왁스는 점성이 있고 액적을 형성하는 능력 때문에 적합하고 널리 사용되는 재료입니다.
적층 제조의 장점
▷ 진입 비용은 계속 하락
▷ 재료 낭비와 에너지를 절약할 수 있습니다.
▷ 프로토타이핑 비용이 훨씬 저렴합니다.
▷ 소규모 생산 실행은 종종 더 빠르고 저렴합니다.
▷ 보유 재고가 많이 필요하지 않습니다.
▷ 레거시 부품을 재생성하고 최적화하는 것이 더 쉽습니다.
▷ 부품의 신뢰성을 높일 수 있습니다.
▷ 어셈블리를 단일 부품으로 통합할 수 있습니다.
▷ New Ai-Driven 디자인 방법을 고유하게 지원합니다.
▷ Lattice 구조를 고유하게 지원합니다.
적층 제조의 응용
항공우주
AM은 무게를 줄이고 복잡한 기하학적 디자인으로 부품을 제조하는 데 탁월합니다. 따라서 가볍고 튼튼한 항공우주 부품을 만들기 위한 완벽한 솔루션인 경우가 많습니다.
2013년 8월, NASA는 20,000파운드의 추력을 생성하는 고온 화재 테스트 중에 SLM 각인 로켓 인젝터를 성공적으로 테스트했습니다. 2015년에 FAA는 상업용 엔진에 사용할 최초의 3D 인쇄 부품을 승인했습니다. CFM의 LEAP 엔진에는 19개의 3D 프린팅 연료 노즐이 있습니다. Aviation Week에 따르면 2017 파리 에어쇼에서 티타늄 와이어로 제작된 FAA 인증 보잉 787 구조 부품이 전시되었습니다.
자동차
CNN은 McLaren 레이싱 팀이 Formula 1 레이싱 카에 3D 인쇄 부품을 사용하고 있다고 보고했습니다. 리어 윙 교체를 생산하는 데 5주가 아닌 약 10일이 소요되었습니다. 팀은 이미 적층 제조를 사용하여 50개 이상의 서로 다른 부품을 생산했습니다.
자동차 업계에서 AM의 쾌속 프로토타입 가능성은 양산 부품이 등장하면서 큰 관심을 받고 있다. 예를 들어 알루미늄 합금은 배기관과 펌프 부품을 생산하는 데 사용되며 폴리머는 범퍼를 생산하는 데 사용됩니다.
보건 의료
New York University School of Medicine에서 300명의 환자를 대상으로 한 임상 연구에서 적층 제조를 사용하여 환자별 다색 신장암 모델의 효과를 평가하고 있습니다. 이 연구는 그러한 모델이 수술 중 수술 전 평가 및 안내를 통해 외과의를 효과적으로 지원하는지 여부를 조사합니다.
글로벌 의료 기기 제조업체인 Stryker는 적층 제조 기술을 사용하여 골암 환자를 위한 맞춤형 주문형 3D 인쇄 외과용 임플란트를 만드는 연구 프로젝트에 자금을 지원하고 있습니다.
일반적으로 적층 제조를 위한 의료 애플리케이션은 특히 AM으로 제작된 의료 기기의 안전성과 효율성이 입증될 때 성장하고 있습니다. 독특한 합성 기관의 생산도 유망합니다.
제품 개발
AM의 설계 유연성에 대한 잠재력이 실현됨에 따라 불가능했던 설계 개념이 이제 성공적으로 재구상되고 있습니다. 적층 제조는 한때 작업했던 제약 조건에서 벗어나 이제 작업을 수행할 수 있는 디자이너의 창조적 잠재력을 발휘합니다.
'슬기로운 기계생활' 카테고리의 다른 글
| 플라즈마 절단이란 무엇이며 플라즈마 절단기를 사용하는 방법은? (0) | 2022.03.05 |
|---|---|
| 복합 재료란?- 정의 및 유형 (0) | 2022.03.04 |
| MIG 용접이란 무엇이며 MIG 용접 방법은? (0) | 2022.03.02 |
| 아크 용접이란?- 유형 및 작동 원리 (0) | 2022.03.01 |
| 납땜이란? 납땜 유형 및 방법 (0) | 2022.02.28 |