반응형
표면 거칠기 기호
| 표면 거칠기를 |
표시하는 방법
| 종 류 | 특 징 |
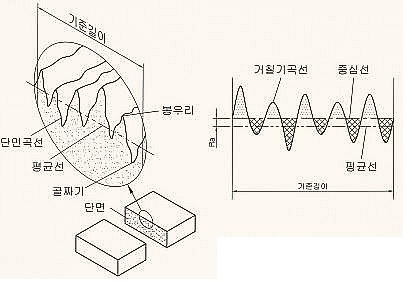
| 산술 평균 거칠기(Ra) | - 중심선 윗부분 면적의 합을 기준 길이로 나눈 값을 마이크로미터(μm)로 나타낸 것. |
| 최대 높이(Ry) | - 산봉우리 선과 골바닥 선의 간격을 측정하여 마이크로미터(μm)로 나타낸 것. |
| 10점 평균 거칠기(Rz) | - 평균 선에서 세로 배율의 방향으로 측정한 가장 높은 산봉우리로부터 5번째 산봉우리까지의 표고(표면에서의 높음)의 절대갑새의 평균값과의 합을 마이크로미터(μm)로 나타낸 것. |
가공면을 지시하는 기호
| 종 류 | 의 미 |
 |
- 제거 가공을 하든, 하지 않든 상관없다. |
 |
- 제거 가공을 해야 한다. |
 |
- 제거 가공을 해서는 안 된다. |
※ 표면의 결을 도시할 때는 지시 기호를 외형선에 붙여서 쓴다.
제거 가공할 경우 표면 거칠기의 구분 값
| 표면거칠기 기호 | 용 도 | 표면거칠기 구분값 | ||
| Ra | Ry | Rz | ||
 |
- 다른 부품과 접촉하지 않는 면에 사용 | 25a | 100S | 100Z |
 |
- 다른 부품과 접촉해서 고정되는 면에 사용 | 6.3a | 25S | 25Z |
 |
- 기어의 맞물림 면이나 접촉 후 회전하는 면에 사용 | 1.6a | 6.3S | 6.3Z |
 |
- 정밀 다듬질이 필요한 면에 사용 | 0.2a | 0.8S | 0.8Z |
25란 산술 평균 거칠기(Ra) 값을 나타낸 것으로 거칠기 곡선에서 중심선 윗부분 면적의 합을 기준 길이로 나눈 값의 평균이 25μm 이내가 되어야 한다는 의미이다.
도면의 상단에 위치하는 표면 거칠기 기호의 해석
| 기 호 | 해 석 |
 |
- 부품의 일부분에 다른 표면거칠기값이 주어진다면 그 부분을 제외한 모든 부분의 표면거칠기 값은 25를 나타냄을 말하며 괄호 앞에 위치시킨다. |
 |
- 괄호 안에 위치하는 표면거칠기들은 부품상에 어느 부분에 이 기호들을 배치하여, 그 부분만은 이 표면거칠기 값을 따라야 함을 지시하는 것이다. |
핵심 문제
01. 다음의 표면거칠기 기호에서 25가 의미하는 거칠기 값의 종류는? (2011년 5회 - 기출)
 |
① 산술 평균 거칠기
② 최대 높이 거칠기
③ 10점 평균 거칠기
④ 최소 높이 거칠기
정답 : ①
01 - 해설.
25란 산술 평균 거칠기(Ra) 값을 나타낸 것으로 거칠기 곡선에서 중심선 윗부분 면적의 합을 기준 길이로 나눈 값의 평균이 25μm 이내가 되어야 한다는 의미이다.
02. 다음 중에서 제거 가공을 허용하지 않는다는 것을 지시하는 기호는? (2013년 5회 - 기출)
|
① |
 |
② |
 |
|
|
③ |
 |
④ |
 |
정답 : ①
02 - 해설.
| 종 류 | 의 미 |
|
- 제거 가공을 하든, 하지 않든 상관없다. |
|
- 제거 가공을 해야 한다. |
|
- 제거 가공을 해서는 안 된다. |
| 표면거칠기 기호 | 용 도 | 표면거칠기 구분값 | ||
| Ra | Ry | Rz | ||
|
- 다른 부품과 접촉하지 않는 면에 사용 | 25a | 100S | 100Z |
|
- 다른 부품과 접촉해서 고정되는 면에 사용 | 6.3a | 25S | 25Z |
|
- 기어의 맞물림 면이나 접촉 후 회전하는 면에 사용 | 1.6a | 6.3S | 6.3Z |
|
- 정밀 다듬질이 필요한 면에 사용 | 0.2a | 0.8S | 0.8Z |
728x90
반응형
'기계자격증 이론 핵심요약 > 기계제도' 카테고리의 다른 글
| 단면도와 전개도법 (4) | 2020.07.07 |
|---|---|
| 투상법의 정의 및 종류 (6) | 2020.07.06 |
| 기계재료의 기호 및 표시방법 (5) | 2020.07.03 |
| 기계제도 선의 종류 및 문자표시 (8) | 2020.07.01 |
| 기계제도 KS 및 ISO 제도 통칙 (2) | 2020.06.29 |