안녕하세요. 메카럽입니다.
이번 포스팅에서는 끼워맞춤의 종류 중 가장 흔하게 사용하고 있는 헐거운 끼워맞춤에 대해 알아보도록 하겠습니다.
헐거운 끼워맞춤이란 조립하였을 때, 항상 틈새가 생기는 끼워맞춤으로 도시된 경우에 구멍의 공차역이 완전히 축의 공차역의 위쪽에 있는 끼워맞춤이라고 정의하면 되겠습니다. 간단히 말해서 어떠한 원형의 물체에 원형의 봉을 조립하였을 때 조립부를 햇빛에 비춰보면 실금과 같이 빛이 들어오는 정도를 의미합니다.
그럼 이번 포스팅의 주제인 헐거운 끼워맞춤의 적용 예를 살펴보도록 하겠습니다.
상용하는 구멍기준식 헐거운 끼워맞춤
KS B 0401 : 1998(2008 확인)
| 기준 구멍 | 헐거운 끼워맞춤 | |||
| H6 | g5 | h5 | ||
| f6 | g6 | h6 | ||
| H7 | f6 | g6 | h6 | |
| e7 | f7 | h7 | ||
헐거운 끼워맞춤의 적용 예
먼저 현장 실무에서도 널리 사용되고 있는 구멍기준식 헐구운 끼워맞춤의 관계에 대해서 알아보도록 하겠습니다. 위 표에서 헐거운 끼워맞춤이 되는 기준구멍인 H7을 기준으로 축의 공차역이 IT6급의 경우 f6, g6, h6이 해당되며 IT7급의 경우 e7, f7, h7의 공차역입니다. 물론 이외의 끼워맞춤 조합도 실무에서는 사용되고 있습니다.
이들 축과 기준구멍간의 끼워맞춤 시 상관 관계를 살펴보도록 하겠습니다.
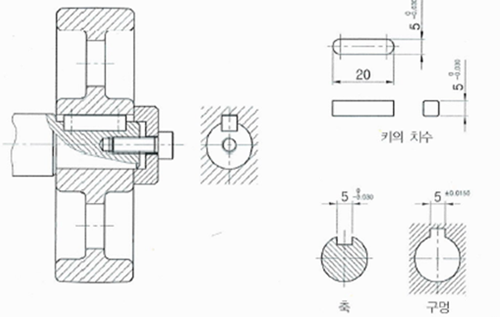
H7/h6의 경우 위 도면상에 나오는 평행키(보통형)를 적용하는 대부분의 축과 구멍에 적용하는데 축의 외경은 h6, 구멍은 H7의 공차를 부여하고 있습니다. 위 도면을 보면 평벨트풀리의 구멍에는 Φ15H7, 축에는 Φ15h6으로 지시되어 있는데 구멍은 기준치수 Φ15을 기준으로 +측으로만 공차가 허용되고 축은 기준치수 Φ15를 기준으로 -측으로 공차가 허용됩니다. 이는 구멍과 축을 가공하여 실제 측정해보면 축과 구멍 모두 정확히 15라는 치수로 가공되는 것은 어렵습니다.
결국 구멍과 축에는 틈새가 발생하여 서로 조립 시에 손으로 밀어넣어 헐겁게 끼워맞춤할 수가 있게 되며, 부품을 손상시키지 않고 분해 및 조립을 할 수 있으나 끼워맞춤 결합력만으로는 동력을 전달할 수가 없는 것입니다.
따라서 평벨트풀리와 같은 회전체의 보스측 구멍에 축이 헐겁게 끼워맞춤 되더라도 평행키라는 체결요소로 축과 구멍에 키홈 가공을 하고나서 키로 서로 고정시켜 회전체가 미끄러지지 않고 동력을 전달할 수 있도록 하는 것입니다.
키와 축과의 맞춤에서는 키쪽을 수정해서 맞춤하는 것이 유리하기 때문에 일반적으로 키를 축의 홈에 맞춰보고나서 가공여유가 있는 것을 확인 한 후, 맞춤 작업에 들어가는 것입니다.

이번에는 위의 도면에서 평행키가 결합되는 축과 구멍의 홈에 적용된 공차를 분석해보겠습니다. KS규격의 표준 평행키는 높이(h)와 폭(b)에 허용차를 부여하고 있는데 키의 호칭치수 5x5에 해당하는 허용차는 양측 모두 0~-0.03의 공차를 허용하고 있습니다.
축의 경우 키홈의 폭(b)에 5N9 즉, 4.97~5.0으로 키와 동일한 공차가 적용됩니다. 만약 키가 5로 제작이 되고 축의 키홈폭이 4.97로 제작이 되었다면 키는 축에 +0.03만큼 크므로 공차만큼 빡빡하게 결합이 될 것입니다. 반대로 키가 4.97로 제작되고 축이 5로 제작이 되었다면 공차만큼 비교적 쉽게 결합이 될 것입니다. 키와 축의 키홈 폭의 끼워맞춤 관계는 이처럼 제작되는 공차에 따라 틈새가 발생할 수도 있고 죔새가 발생할 수도 있는 중간 끼워맞춤 관계라고 볼 수 있습니다.
구멍의 경우 키홈의 폭(b2)에 5Js9 즉 4.985~5.015의 치수로 제작이 허용되는데 만약 키가 최대허용치수인 5로 제작이 되고 구멍의 키홈폭이 최소허용치수인 4.985로 제작되었다면 허용공차인 0.015만큼 죔새가 생겨 빡빡하게 결합이 될 것이고 키가 최소 허용치수인 4.97로 제작되고 구멍이 최대허용치수인 5.015로 제작되었다면 0.045만큼 틈새가 허용되어 약간 헐겁게 결합이 될 것입니다. 이처럼 구멍에 결합되는 키는 제작왼료 치수에 따라 틈새가 발생할 수도 죔새가 발생할 수도 있는 중간 끼워맞춤 관계라고 볼 수 있습니다.
축 및 구멍의 공차역 등급
◈ 구멍 공차 영역 등급 ◈
| 치수 구분(mm) | H |
||||||
| 초과 | 이하 | H5 | H6 | H7 | H8 | H9 | H10 |
| - | 3 | +4 0 |
+6 0 |
+10 0 |
+14 0 |
+25 0 |
+40 0 |
| 3 | 6 | +5 0 |
+8 0 |
+12 0 |
+18 0 |
+30 0 |
+48 0 |
| 6 | 10 | +6 0 |
+9 0 |
+15 0 |
+22 0 |
+36 0 |
+58 0 |
| 10 | 14 | +8 0 |
+11 0 |
+18 0 |
+27 0 |
+43 0 |
+70 0 |
| 14 | 18 | ||||||
| 18 | 24 | +9 0 |
+13 0 |
+21 0 |
+33 0 |
+52 0 |
+84 0 |
| 24 | 30 | ||||||
즉, 기준치수가 커질수록 IT등급이 커질수록 위 치수 허용공차 또한 커짐을 알 수 있습니다.구멍의 표준 공차등급인 H는 상용하는 IT등급인 6~10급까지의 치수허용공차는 아래치수허용차가 항상 0이며 IT등급이 커질수록 위 치수 허용차가 +측으로 커집니다.
◈ 축의 공차 영역 등급 ◈
| 치수 구분(mm) | h | |||||
| 초과 | 이하 | h5 | h6 | h7 | h8 | h9 |
| - | 3 | 0 -4 |
0 -6 |
0 -10 |
0 -14 |
0 -25 |
| 3 | 6 | 0 -5 |
0 -8 |
0 -12 |
0 -18 |
0 -30 |
| 6 | 10 | 0 -6 |
0 -9 |
0 -15 |
0 -22 |
0 -36 |
| 10 | 14 | 0 -8 |
0 -11 |
0 -18 |
0 -27 |
0 -43 |
| 14 | 18 | |||||
| 18 | 24 | 0 -9 |
0 -13 |
0 -21 |
0 -33 |
0 -52 |
| 24 | 30 | |||||
축의 표준 공차 등급인 h는 상용하는 IT등급인 5~9급(h5~h9)까지의 치수허용공차는 위치수 허용차가 항상 0이며 IT등급이 커질수록 아래 치수 허용차가 -측으로 커집니다. 즉, 기준치수가 커질수록 IT등급이 커질수록 아래 치수 허용공차 또한 커짐을 알 수 있습니다.
이번 포스팅에서는 헐거운 끼워맞춤에 대해 알아보았습니다. 쉽게 말씀드려서 헐겁게 조립되어 언제든지 분해조립이 가능한 상태를 말하며 분해 조립 시 부품이 상하지 않는 범위를 뜻한다고 이해하시면 될 것 같으며 위 표는 그러한 조립을 위해 KS규격으로 치수를 정해놓은 것으로 알고 계시면 될 것 같습니다.
다음 포스팅에서는 중간끼워맞춤에 대해 알아보도록 하겠습니다. 오늘 하루도 행복하세요.
'KS규격 > 기계제도와 설계기초' 카테고리의 다른 글
| 중심거리 허용차와 절삭 가공품의 둥글기 및 모떼기 (38) | 2020.11.13 |
|---|---|
| IT기본공차의 값과 적용 (39) | 2020.11.12 |
| 중간 끼워맞춤과 억지끼워맞춤의 적용 (29) | 2020.11.11 |
| 자주 사용하는 끼워맞춤 공차 정리 (31) | 2020.11.09 |
| 일반공차의 정의와 허용편차 규격 (37) | 2020.11.06 |