
기계 가공법 및 안전관리 핵심요약 - 연삭가공
연삭가공
| 연삭가공의 정의 | - 연삭기를 사용하여 절삭 입자들로 결합된 숫돌을 고속으로 회전시켜 재료의 표면을 매끄럽게 가공하는 작업이다. |
| 연삭가공의 특징 | - 연삭점의 온도가 높다. - 칩이 미세하고 정밀도가 높은 가공을 할 수 있다. - 경화된 강과 같은 단단한 재료를 가공할 수 있다. - 표면거칠기가 우수한 다듬질 면으로 가공할 수 있다. - 연삭숫돌의 자생작용을 위한 드레싱은 연삭숫돌이 무뎌졌을 때 실시한다. - 연삭압력 및 저항이 적어서 마그네틱 척으로도 공작물의 고정이 가능하다. |
"연삭숫돌의 3요소 : 숫돌 입자, 기공, 결합제"
연삭 방법의 종류
| 테이블 왕복형 (트레버스 연삭) |
 |
| 연삭숫돌 왕복형 |  |
| 플런지 컷형 |  |
일반 연삭기와 센터 리스 연삭기의 비교
센터 리스 연삭기는 연삭 방식의 분류에 속하는 것으로 가늘고 긴 공작물을 센터나 척을 사용하지 않고 원통형 공작물의 바깥지름 및 안 지름을 연삭 한다.
| 일반 연삭기 |  |
| 센터리스 연삭기(외경) |  |
| 센터리스 연삭기(내경) |  |
공구 연삭기의 종류
| 드릴 연삭기 | - 드릴의 날끝각을 정확하게 연삭하기 위해 사용하는 드릴 전용 연삭기이다. |
 |
|
| 바이트(커터) 연삭기 | - 밀링 커터와 같은 절삭공구를 연삭하는 연삭기이다. |
 |
|
| 만능 공구 연삭기 | - 다양한 부속 장치를 사용하여 드릴 리머, 밀링 커터, 호브 등을 연삭할 수 있는 연삭기로 정밀도가 높다. |
 |
|
| 초경공구 연삭기 | - 경도가 다이아몬드에 가까울 정도로 높으며 고온에서도 내산화성이 뛰어나 고속으로 중절삭 작업을 할 수 있는 초경공구의 연삭이 가능하다. |
 |
|
연삭숫돌의 구성 요소
| 종 류 | 특 징 |
| 입도 | - 연삭숫돌 입자의 크기를 숫자로 나타낸 것. - 연삭가공면의 표면 거칠기를 결정하는 중요한 요소이다. |
| 결합도 | - 연삭 입자를 결합하고 있는 결합제의 세기를 표시한 것으로 숫돌 입자에 걸리는 연삭 저항에 대해 숫돌 입자를 유지하는 힘의 크고 작음을 나타내는 것이다. |
| 조직 | - 연삭숫돌의 단위 체적당 연삭 입자의 밀도를 말하는 거스로 숫돌 입자의 조직은 밀도가 큰 것을 치밀한 조직, 중간 조직, 작은 것은 거칫 조직이라고 한다. |
| 숫돌입자 | - 연삭 숫돌의 날을 구성하는 부분으로 공작물보다 단단하고 강인한 것이어야 한다. |
| 결합제 | - 숫돌 입자를 결합시켜서 숫돌의 모양을 만드는 재료이다. |
연삭숫돌의 기호
| WA | 60 | K | m | V |
| 입자 | 입도 | 결합도 | 조직 | 결합제 |
연삭숫돌의 입도
| 구 분 | 거친 연마용 | 일반 연마용 | 정밀 연마용 |
| 입도 | F4 ~ F220 | F230 ~ F1,200 | #240 ~ #8,000 |
숫돌 입자의 종류 및 특징
| 종 류 | 특 징 |
| A | - 흑갈색의 알루미나로 인장강도가 크다. - 일반 강 재료의 강력연삭이나 절단 작업용으로 사용한다. |
| WA | - 담금질한 강의 다듬질에 사용한다. - 주성분인 산화알루미늄의 함유량은 99.5%이다. - 순도가 높은 백색 알루미나의 인조입자를 원료로 하여 만든다. |
| C | - 주철, 자석 등 비철금속의 다듬질에 사용한다. - 흑자색 탄화규소로 인장강도가 매우 크며 발열이 되면 안 된다. |
| GC | - 초경합금, 유리 등의 연삭에 사용한다. - 녹색의 탄화규소로 경도가 매우 높아서 발열이 되면 안 된다. |
숫돌의 결함
| 종 류 | 특 징 |
| 글레이징 | - 자생작용이 안 되어 입자가 납작해지는 현상으로 연삭열과 균열이 생긴다. - 발생원인은 숫돌의 결합도가 클 때, 원주속도가 빠를 때, 공작물과 숫돌의 재질이 맞지 않을 때 발생한다. |
| 로딩 | - 눈메움, 숫돌의 표면이나 기공에 칩이 껴서 연삭성이 나빠지는 현상이다. - 발생원인은 조직이 치밀할 때, 숫돌의 원주속도가 너무 느릴 때 발생한다. |
| 드레싱 | - 작업 때마다 드레싱을 할 필요는 없으며 무딤이나 눈메움이 생겼을 경우에만 드레서를 사용하여 새로운 입자가 나오도록 갈아주는 작업이다. |
| 트루잉 | - 숫돌의 모양을 수정할 필요가 있을 때 드레서(다이아몬드)로 성형을 시켜주는 작업이다. |
| 눈무딤 | - 연삭 입자가 무뎌져서 연삭이 잘 안 되는 현상. - 연삭숫돌의 결합도가 너무 단단하면 입자의 날이 닳아서 절삭 저항이 커져도 입자는 떨어져 나가지 않기 때문에 연삭숫돌이 공작물 표면을 고속으로 마찰하게 되어 연삭 성능이 떨어지고, 과열이 발생하여 가공면의 색깔이 변하게 된다. - 원인은 결합도가 높거나, 숫돌의 연삭 속도가 빠를 때, 숫돌재료가 공작물재료에 부적합할 때 발생한다. |
| 눈메움 | 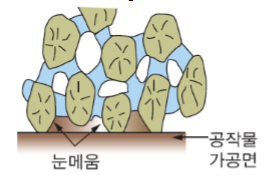 |
| 눈무딤 |  |
| 입자 탈락 |  |
연삭숫돌의 원주 속도 구하는 식

V : 연삭숫돌의 원주속도
d : 연삭숫돌의 지름(mm)
n : 연삭숫돌의 회전수(rpm)
만능 공구 연삭기에서 편심 거리 구하는 식

핵심 문제
01. 연삭숫돌의 기호 WA 60 kmV에서 60은 무엇을 나타내는가? (2013년 4회 - 기출)
① 숫돌 입자
② 입도
③ 조직
④ 결합도
정답 : ②
01 - 해설.
연삭숫돌의 기호 중에서 60은 입도로서 거친 연마용에 사용하는 수치이다.
연성이 있는 공작물에는 거친 입자의 숫돌을 사용하며, 경도가 크고 취성이 있는 공작물에는 고운 입자의 숫돌을 사용한다.
02. 연삭숫돌의 구성 3요소가 아닌 것은? (2013년 5회 - 기출)
① 입자
② 결합제
③ 절삭유
④ 기공
정답 : ③
02 - 해설.
"연삭숫돌의 3요소 : 숫돌 입자, 기공, 결합제"
연삭가공이란 연삭기를 사용하여 절삭 입자들로 결합된 숫돌을 고속으로 회전시키면서 재료의 표면을 매끄럽게 가공하는 방법이다. 센터 리스 연삭기는 가늘고 긴 원통형의 공작물을 센터나 척을 사용하지 않고 조정 숫돌과 지지대만을 이용하여 공작물의 바깥지름과 안 지름을 연삭 할 수 있다.
'기계자격증 이론 핵심요약 > 기계가공법 및 안전관리' 카테고리의 다른 글
| 슈퍼피니싱 및 래핑가공 (2) | 2020.06.21 |
|---|---|
| 드릴링 및 보링가공 (2) | 2020.06.19 |
| 셰이퍼와 플레이너 및 슬로터가공 (2) | 2020.06.17 |
| 밀링가공과 밀링머신 (2) | 2020.06.16 |
| 기계 가공의 종류 (2) | 2020.06.15 |